Motor Laminations 101: How the Right Stack Drives Efficiency, Cost, and Reliability
Every motor program faces the same crossroad. You need higher efficiency, lower heat, and a build that scales without drama on the shop floor. Yet most of those decisions funnel down into a quiet hero inside the machine: the lamination stack. If you are asking how lamination thickness affects core loss, what material grade is best for your frequency, or which stacking method protects magnetic properties while meeting cost targets, you are in the right place.
I will walk you through the fundamentals in plain language, then help you choose the right path based on your application, constraints, and launch timelines. I will not push a one‑size‑fits‑all answer. I will give you a clear framework you can use to talk with your design team and your supplier with confidence.
Before we go deep, a quick note on terminology. When I say laminations, I mean thin sheets of electrical steel stacked to build a stator or rotor core. Electrical steel includes non‑oriented and grain‑oriented silicon steels, iron‑cobalt alloys, and amorphous or nanocrystalline materials in specialty cases. Laminations are insulated from each other to reduce eddy currents. That insulation plus thickness and material quality determine core losses and magnetic performance.
In This Article
- Why Lamination Choice Is Critical to Your Motor Program
- The Fundamentals: Magnetic Circuits and Core Losses
- Material Options Explained: From Silicon Steel to Fe‑Co
- Manufacturing and Assembly: Stamping, Laser, Bonding, and More
- Thickness, Frequency, and Loss Trade‑Offs
- Tolerances, Burrs, Stress, and Stacking Factor
- Best Fit by Application: BLDC, Induction, Traction, and Transformers
- Procurement and Quality: Tooling, Specs, and Validation
- A Practical Design for Manufacturability Checklist
- Your Engineering Takeaway and Next Steps
Why Lamination Choice Is Critical to Your Motor Program
If the lamination stack misses the mark, everything else works harder. Copper runs hotter. Bearings see higher temperatures. The inverter has less headroom. Efficiency drops, which forces a bigger battery or a larger thermal budget. You can hide some problems with more cooling or extra copper, yet you pay for it in weight and cost.
Lamination decisions touch:
- Efficiency and heat rise via core losses.
- Torque density through magnetic flux capacity and saturation behavior.
- Acoustic noise due to magnetostriction and slotting effects.
- Manufacturability through burr height, flatness, and stack integrity.
- Scalability since tooling and processes lock in your cost curve.
You do not have to become a materials scientist to make the right call. You only need to understand the few levers that matter and how they move the system.
The Fundamentals: Magnetic Circuits and Core Losses
Let’s keep the physics simple and useful. A motor core guides magnetic flux between stator and rotor. Think of magnetic permeability like how easily a sponge absorbs water. High permeability materials let flux flow with less “reluctance,” which reduces magnetizing current and improves torque per amp.
Core loss splits into two buckets:
- Hysteresis loss: Energy lost each time you cycle the magnetic field. Imagine bending a paper clip back and forth. It heats up because the metal resists that change. Materials with lower coercivity lose less energy each cycle.
- Eddy current loss: Unwanted electrical currents swirl inside the steel when the magnetic field changes. Picture small whirlpools in a river. Those whirlpools waste energy as heat. Thin, insulated laminations break large whirlpools into tiny ones, which reduces loss.
Frequency makes both worse. Higher frequency means more cycles per second and faster field changes. Flux density matters too because loss scales up as you push the steel closer to saturation. Temperature shifts behavior as well, which can drive loss higher or lower based on the alloy and coating.
You care because core loss shows up as heat. Heat eats efficiency and reliability. In a tight package it also raises NVH risk since magnetostriction and mechanical tolerances shift with temperature.
A quick mental model helps:
- Hysteresis loss rises roughly linearly with frequency and depends on the material’s intrinsic magnetic character.
- Eddy current loss rises roughly with the square of both thickness and frequency. Thin laminations and good insulation reduce it.
You can measure core loss with standardized methods like the Epstein frame or single sheet testers aligned to IEC 60404. Reputable suppliers should share curves of loss versus frequency and flux density for the exact grade and thickness they propose.
Material Options Explained: From Silicon Steel to Fe‑Co
Electrical steel is not one material. It is a family. The best choice depends on your frequency, flux density, cost constraints, and available processes.
Here is a clear guide that keeps trade‑offs honest.
- Non‑oriented electrical steel (NOES), silicon steel
- Best for rotating machinery like induction motors, BLDC, and synchronous machines.
- Isotropic magnetic properties in the sheet plane. So you get similar behavior regardless of orientation.
- Typical thicknesses: 0.50 mm down to 0.20 mm for high‑frequency designs.
- Higher silicon content reduces loss and improves resistivity, yet adds brittleness which affects stamping and burr control.
- Standards: ASTM A677, IEC 60404 series cover properties and test methods.
- Cost: Moderate. Widely available. Scales well in volume.
- Grain‑oriented electrical steel (GOES)
- Primarily used in transformers where flux flows in one direction. It has very high permeability and low loss along the rolling direction.
- Not a good fit for rotating machines since the flux rotates in the lamination plane.
- Standards: ASTM A683, similar IEC standards for measurement.
- Cost: Competitive for transformer cores. Not ideal for motors.
- Iron‑cobalt alloys (Fe‑Co)
- High saturation flux density which allows higher torque density and compact designs.
- Higher loss at a given frequency versus the best NOES grades. You may need thinner gauges to control eddy currents.
- Stamping and forming can be more challenging due to hardness and brittleness. Stress relief annealing is often necessary.
- Cost: High. You use Fe‑Co when you need power density, aerospace performance, or extreme thermal headroom.
- Amorphous and nanocrystalline materials
- Excellent low‑loss behavior at high frequency due to the lack of crystalline structure and very thin ribbons.
- Fantastic for high‑frequency transformers and some special electric machine topologies.
- Difficult to apply in standard motor lamination stacks for mainstream traction or industrial drives.
- Cost and manufacturability: Tough for traditional stator/rotor geometries at scale.
- Coatings and insulation classes
- Organic and inorganic coatings provide interlamination insulation which breaks eddy current paths.
- The coating type affects punchability, weldability, bonding compatibility, and thermal stability.
- You will see classifications like C‑2, C‑3, C‑5 in some regions. Verify the vendor’s exact chemistry, thickness, and dielectric strength.
If you need a fast overview while you evaluate vendors, you can review the basics of electrical steel laminations. It will help you align material grades with performance goals before you lock designs.
Manufacturing and Assembly: Stamping, Laser, Bonding, and More
Material choice is only half the story. The way you cut and stack laminations can make or break your magnetic performance and your cost model.
- Stamping with progressive dies
- Best for high volume. Lowest cost per part when amortized over production.
- Die design controls burr height, dimensional tolerance, and flatness.
- Mechanical work hardening and residual stress can raise loss if not managed. Stress relief annealing can recover properties when material and design allow it.
- You need robust die maintenance and SPC to keep burrs in check.
- Fine blanking
- Tighter tolerance and controlled shearing. Higher tooling cost. Useful for thick sections or when edge quality is critical.
- Laser cutting
- Ideal for prototyping and low to medium volume. Great for complex shapes or quick iteration.
- Heat affected zones can raise loss at the edge. You can mitigate with cutting strategies and post‑processes.
- Unit cost is higher versus stamping. There is no hard tooling wait which saves time early in development.
- Wire EDM
- Very high precision. Minimal burrs. Slow and expensive. Use sparingly for proof parts or special features.
- Waterjet
- No heat affected zone. Edge quality is different than stamped edges and can be rougher. Usually not the first choice for production laminations.
- Stacking and bonding
- Interlocking: Tabs and slots snap together like LEGO bricks. Fast. No glue. Good for many rotor stacks. Localized deformation can introduce stress if poorly designed.
- Bonding varnish or backlack: Adhesive coatings cure during stacking and bake to create solid stacks with low vibration and good thermal paths. Excellent consistency. Coating choice must match your thermal and chemical environment.
- Welding or cleating: Mechanically robust. Welding can degrade local magnetic properties. Use with care and consider anneal if material allows it.
- Riveting or through‑bolting: Simple and strong. Adds assembly steps and may reduce stack factor when holes tie up space.
- Annealing
- Reduces residual stress from cutting and stacking which restores permeability and lowers loss.
- Requires careful temperature control and atmosphere. Some coatings do not survive high temperature cycles. Coordinate with the steel supplier and the lamination vendor before you specify anneal.
- Burr control and deburring
- Burrs bridge laminations and create conductive paths which raise eddy current loss. They also reduce stacking factor and can scrape insulation off during stacking.
- Set burr height limits in your drawing. Align with what the chosen process can hold. Inspect at start of production and after die maintenance.
When you compare suppliers, ask for typical burr height distributions, stack factor data, and examples of edge integrity from their process. Then review how they control coating damage and how they validate insulation resistance after stacking.
Thickness, Frequency, and Loss Trade‑Offs
Lamination thickness is your main lever on eddy current loss. Thinner laminations cut eddy currents dramatically at high frequency. That sounds like an easy call until you price it or try to stamp it.
- Thinner gauges reduce eddy current loss which lowers heat at a given flux and frequency.
- Thinner gauges often cost more per ton and reduce throughput.
- Thin materials can be brittle and demand sharper tooling or lower feed rates to control burrs.
- Very thin stacks have more layers which increases the chance of insulation damage during stacking if the process is not robust.
Frequency dictates how far you need to go. An industrial induction motor running at 50/60 Hz can use 0.35 or 0.50 mm laminations with good results. A high‑speed BLDC at several hundred hertz electrical or more may demand 0.20 to 0.27 mm to keep eddy current loss in check. If you also target high flux density for torque, you must choose a grade with suitable saturation and magnetostriction behavior or your NVH will suffer.
A simple rule of thumb helps during concept work:
- Double the frequency and your eddy current loss grows about four times if thickness stays the same.
- Halve the thickness and eddy current loss drops to about one quarter at the same frequency and flux.
Reality bends the math because coatings, stress, and stacking factor all move the final number. Use measured loss curves from your supplier whenever possible.
Tolerances, Burrs, Stress, and Stacking Factor
Drawings that list “per supplier capability” for burr height and stack factor invite surprises. Define what you need. Tie it to performance.
- Tolerances and slot geometry
- Tight slot tolerances enable higher slot fill and better control of tooth tip geometry. That improves winding performance and reduces hot spots.
- Overly tight tolerances raise tooling cost and scrap. Focus on critical dimensions like tooth width at the air gap, slot opening width, and rotor to stator air gap concentricity stack‑up.
- Burr height
- Set a maximum burr height based on electrical insulation thickness and stacking method. As a starting point many programs hold burrs below 10% of lamination thickness with tighter targets on air gap edges.
- Control burr direction so stack flow does not scrape the coating.
- Stacking factor
- Stacking factor is the ratio of net steel height to total stack height. Coatings and trapped air reduce it. You need it for accurate core dimensioning and flux prediction.
- Typical values run from 0.90 to 0.97 depending on coating and process. Verify with your supplier for your exact stack and insulation.
- Residual stress
- Cutting induces stress which reduces permeability and increases loss near edges. Annealing recovers behavior in many steels.
- Designing with generous fillets and avoiding sharp re‑entrant corners reduces local stress.
- Insulation integrity
- The coating must survive cutting, stacking, and subsequent handling. It must also tolerate varnish cure, impregnation, and operating temperatures.
- Verify interlaminar resistance on stacked samples, not just on flat coupons.
Best Fit by Application: BLDC, Induction, Traction, and Transformers
Not all machines play by the same rules. Use the right material and process for your application.
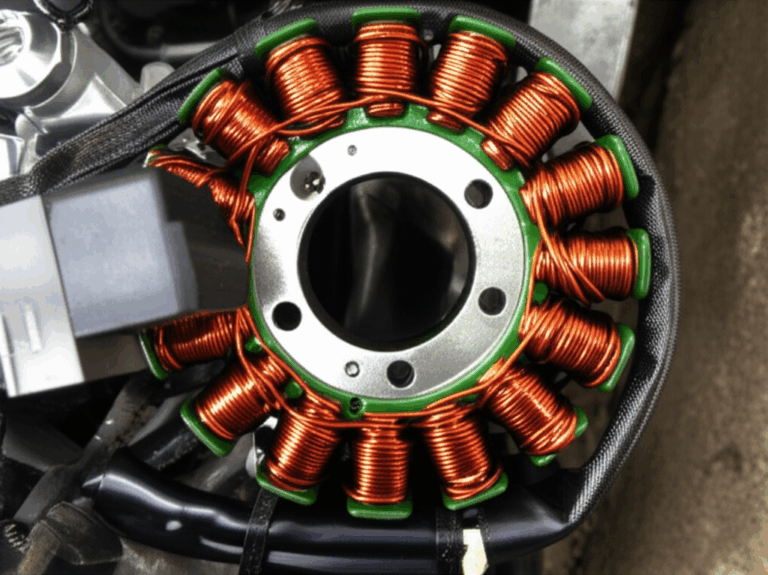
- BLDC and PMSM for industrial drives and robotics
- Frequencies run higher than line frequency. Use NOES with 0.27 to 0.35 mm thickness depending on speed and pole count. Consider 0.20 mm for very high speeds or compact actuators.
- If you chase torque density at high flux, evaluate Fe‑Co in critical regions. Balance the higher loss with thinner gauges or a hybrid lamination approach in advanced designs.
- Prioritize low burrs and consistent tooth geometry to keep cogging torque and acoustics in check.
- For background and component language that aligns teams, see examples of a BLDC stator core. It helps during design reviews to anchor coil fit and slot geometry discussions.
- Induction motors for industrial and HVAC
- Frequencies at 50/60 Hz with modest harmonics. 0.35 to 0.50 mm NOES is standard.
- Focus on low hysteresis loss grades for best efficiency at line frequency. Control burrs and slot geometry to hit efficiency classes like IE3 and IE4.
- Die amortization drives cost. Progressive stamping with mature SPC delivers the best price stability in volume.
- EV traction and e‑axle motors
- High electrical frequencies under load with wide speed ranges. 0.20 to 0.27 mm NOES is common. Some designs adopt Fe‑Co for rotor or stator teeth to boost saturation limits in compact packages.
- Robust bonding or interlocking is important for NVH and durability. Validate at temperature and under vibration.
- Magnetostriction and slotting drive acoustic character. Coordinate tooth shape, skew, and lamination alignment early.
- Transformers
- Use grain‑oriented electrical steel aligned to flux direction to minimize loss. Laminations are often EI or UI shapes.
- Manufacturing focuses on cutting that preserves grain orientation and low stress. Bonding methods and clamp designs prevent buzz and heat rise.
- For reference shapes and typical stack constructions, compare EI and UI core families which differ in window area and assembly workflow.
- Specialty high‑frequency converters and small power electronics
- Amorphous or nanocrystalline ribbons shine at high frequency. Conventional motor stacks rarely use them due to geometry and process constraints. Transformers and inductors reap the benefits.
When in doubt, anchor your conversations around the specific stator and rotor geometry. A quick look at typical stator core lamination and rotor core lamination examples can keep teams aligned about what is negotiable and what is fixed by electromagnetic design.
Procurement and Quality: Tooling, Specs, and Validation
Great motors fail when procurement and engineering do not speak the same language. Align on these points early.
- Tooling strategy
- Progressive dies require lead time and capital. Confirm volumes, learning curves, and design freeze timing before release.
- Build a bridge plan with laser cut laminations for early prototypes then shift to soft tooling or pilot dies. This reduces schedule risk.
- Agree on who owns the tool, maintenance responsibilities, and spare insert policies.
- Specifications that matter
- Material grade, thickness, and coating type with reference to applicable standards.
- Core loss targets at specified frequency and flux density with test method defined. Use IEC 60404 based methods to avoid apples to oranges problems.
- Burr height limits with measurement locations and directions. Stack factor target and method.
- Post‑process requirements such as annealing profile, bonding cure conditions, and cleanliness before impregnation.
- Dimensional tolerances on critical features that drive EM performance and winding fit.
- Quality control and documentation
- Request PPAP or an equivalent package for automotive or safety‑critical designs. Include Cpk data for key dimensions and burr height.
- Include incoming inspection checks on coating integrity and interlaminar resistance for first lots. Scale back once process capability proves stable.
- Track material heat numbers, coating batches, and process parameters that affect magnetic performance. Traceability prevents headaches later.
- Validation testing
- Verify material properties with supplier certificates then spot check with independent labs when stakes are high.
- Validate complete cores on a dynamometer when possible. Back out copper loss to confirm core loss at multiple operating points.
- Consider Epstein or single sheet tests on cut coupons from production blanks to verify the real process impact on loss.
- Packaging and logistics
- Moisture protection and rust prevention matter. Coatings do not equal corrosion protection.
- Flatness and edge protection keep burrs and insulation intact during shipment. Stack and strap methods should avoid permanent deformation of thin gauges.
If you need a concise overview of what a finished stack includes when you prepare RFQs or pilot runs, skim motor core laminations. It aligns procurement, design, and manufacturing on language and deliverables.
A Practical Design for Manufacturability Checklist
Use this short checklist during design reviews and before you lock the drawing.
- Material and thickness
- Have you matched thickness to electrical frequency and flux targets?
- Did you verify the coating type for bond compatibility and temperature?
- Geometry and tolerances
- Are tooth tip radii generous where possible to reduce stress?
- Are slot widths and air gap critical dimensions given realistic tolerances for the chosen process?
- Is skew implemented in a way that your stacking method can hold without misalignment?
- Process and assembly
- Did you specify the stacking method and any anneal conditions if required?
- Are burr height limits unambiguous and tied to inspection methods?
- Is the bonding bake or weld sequence compatible with coatings and magnet material nearby?
- Quality and test
- Are core loss targets stated at relevant frequency and flux with a test method and acceptance band?
- Are stack factor targets realistic for the coating and method?
- Have you requested first article samples for loss, burrs, and insulation resistance?
- Supply chain and cost
- Do you have a bridge plan from prototype to series production?
- Did you align on tool ownership and maintenance?
- Does the vendor’s capacity and secondary operations match your ramp curve?
Thickness, Frequency, and the Efficiency Budget: A Worked Example
Let’s make this tangible. Say you have a 12‑slot, 10‑pole PMSM that must hit a peak speed that pushes electrical frequency into the several hundred hertz range. You plan to run peak flux density in the teeth near 1.6 to 1.7 T for torque density.
Option A uses 0.35 mm NOES. It stamps well and holds burrs easily. Early tests show elevated iron loss that eats ten to fifteen percent of your efficiency budget at high speed. Temperature rise pushes bearings out of their comfort zone.
Option B shifts to 0.27 mm with the same grade. Eddy current loss drops sharply. Stamping becomes more delicate and burrs creep up until die maintenance catches up. The team adds a bonding varnish process to stabilize the stack and lower NVH. Loss falls back inside target and bearings live happier lives.
Option C introduces Fe‑Co for stator teeth only, still at 0.27 mm, while keeping NOES in the back iron to control cost. Torque density improves since saturation headroom increases in the teeth. Loss rises slightly in the Fe‑Co sections, but still clears the thermal budget because the thinner gauge helps. The bill of material gets more complex and the supplier must manage two coils. You weigh that added complexity against a smaller machine and a stronger value proposition for the end user.
None of these options is universally right. The right choice depends on whether you prize cost, power density, or simplicity. The important point is that you frame the trade space with real physics and real process impacts, not assumptions.
Avoiding Common Pitfalls
- Picking a material grade based on a catalog number without measured loss data for your thickness and coating.
- Specifying ultra‑thin laminations then allowing welds or aggressive interlocks that negate the benefit with added stress.
- Ignoring burr direction relative to stack flow which scrapes insulation and creates conductive bridges.
- Using laser cut laminations for development then forgetting to re‑validate core loss with stamped parts that have different edge stress.
- Omitting stack factor targets which leads to dimensional surprises during winding and assembly.
A little discipline up front saves months of rework later.
Engineering Economics: The Real Cost Picture
You do not buy laminations. You buy system performance, yield, and schedule confidence.
- Tooling amortization
- A high‑quality progressive die looks expensive in isolation. Spread over hundreds of thousands of parts, it becomes the cheapest path to stable cost and quality.
- Design tweaks after tool cut are expensive. Lock your critical dimensions early then protect them.
- Process capability and rework avoidance
- Burrs and coating damage cause scrap and rework that eat margins. Vendors with strong SPC and preventive maintenance cost more on paper and save you money in practice.
- Bonded stacks reduce vibration and improve assembly yield. They can also reduce downstream NVH mitigation costs.
- Efficiency pays back
- Lower core loss reduces thermal load. That allows smaller heat sinks or less aggressive cooling. If you ship a product with energy consumption guarantees, better core material can pay for itself through reduced warranty exposure and happier customers.
- Supply chain resilience
- Multiple qualified grades and dual sources de‑risk ramp. If you specify a boutique Fe‑Co grade with a single mill, you inherit their schedule risk. Sometimes it is worth it. Make that choice with eyes open.
How to Talk With Your Supplier
Walk in with a short, focused list:
- Electrical frequency range and duty cycle.
- Target flux density and any saturation constraints.
- Efficiency target and allowable iron loss at key operating points.
- NVH sensitivities and any skew or notch features.
- Space claim, thermal limits, and any assembly constraints.
- Volume and ramp plan that dictates tooling and process choices.
- Test and documentation requirements that match your end market.
Ask for:
- Material datasheets with loss curves at your thickness and coating.
- Sample laminations from their chosen process with burr and insulation data.
- Proposed stacking method pros and cons for your geometry.
- A pilot plan that validates loss with production‑equivalent parts before you cut final tools.
This turns the conversation from a quote request into an engineering collaboration, which is how good motors get built.
Your Engineering Takeaway and Next Steps
Here is the essence in one place:
- Thinner, well‑insulated laminations cut eddy currents, which slashes heat at high frequency. Do not push gauge thinner than your process can handle without a plan for burr control and insulation integrity.
- Material choice matters. NOES fits most rotating machines. Fe‑Co unlocks power density when cost and process allow it. GOES belongs in transformers.
- Manufacturing defines the final magnetic behavior. Stamping and bonding choices set burrs, stress, and stack factor. Lock them down with data, not wishful thinking.
- Drawings should speak performance. Specify loss targets, burr limits, stack factor, and process requirements with clear test methods.
- Validate with production‑equivalent parts. Laser cut prototypes get you moving then re‑check with stamped parts and your chosen stack method before you freeze.
If you want a quick visual refresher on core components while you align teams, browse typical motor core laminations and use those references during design and sourcing reviews. When you are ready to sanity‑check a material stack for your stator or to compare stacking methods for your rotor, pull in your supplier’s engineering team early. Share your frequency, flux, and thermal limits. Ask for measured loss curves and stack factor data. Then choose the path that hits your efficiency target without setting traps for manufacturing.
You do not need perfection on day one. You need a grounded plan that manages risk and gets better with each build. That is how you ship a motor that meets spec, scales cleanly, and makes your customers smile.
References and standards to consult:
- IEC 60404 series for magnetic materials measurement methods.
- ASTM A677 for non‑oriented electrical steel sheet and strip.
- ASTM A683 for grain‑oriented electrical steel sheet and strip.
- IEEE and SAE technical papers on traction motor design and core loss modeling for application‑specific insights.
If you would like a second set of eyes on a lamination drawing or a fast material screen for a high‑frequency design, reach out for a technical consultation. A 30‑minute engineering review can help you avoid expensive wrong turns and move forward with confidence.